
Верещинський А.Л., кандидат технічних наук, генеральний директор ТОВ «ОЛИС»
Одним з ефективних методів підготування пшениці до помелу є лущення. У результаті обробки лущенням знижується зольність і міцність зерна, вміст домішок, а також створюються передумови для ефективного кондиціювання. Таким чином, забезпечується підвищення якості борошна і її загального виходу. причому в основному за рахунок борошна високих сортів.
Анатомічні особливості будови зерна пшениці обумовлюють міцні зв'язки між усіма оболонками зерна, а також між оболонками і ендоспермом. З огляду на це найбільш ефективним методом лущення зерна пшениці є стирання і зрушення, що забезпечується обробкою в лущильно-шліфувальних машинах з абразивним ротором. Зазначені машини давно і широко використовуються для лущення зерна різних культур при переробці у крупу. Однак, незважаючи на це, відомості про властивості та особливості взаємодії їх основних робочих органів – шліфувальних кругів стосовно до обробки зерна в існуючій літературі відсутні, що обмежує їх раціональне використання.
Виходячи з існуючого досвіду створення та експлуатації лущильно-шліфувальних машин, у якості їх абразивних роторів найкращим є використання шліфувальних кругів прямого профілю, що серійно випускаються (Тип 1 - по ДЕСТ 2424-83) на керамічній зв'язці, з різними зовнішніми діаметрами. Нормативною документацією передбачені різні характеристики матеріалу таких кругів, до яких відноситься марка шліфувального зерна, зернистість (тобто крупність шліфувального зерна), твердість круга і номер структури круга (ступінь зближення шліфувальних зерен). У табл. 1 наведені значення характеристик шліфувальних кругів, що застосовуються для обробки зерна, з урахуванням номенклатури, що випускається у даний час.
Таблиця 1. Характеристики шліфувальних кругів за ДЕСТ 2424 - 83, ДЕСТ 3647 - 80 (ІСО 8486]
| Профіль | Марка шліфувального зерна | Зернистість | Твердість | Номер структури | Зв'язка |
| Тип 1 | 14А, 25А, 54С, 64С | 16, 25, 40 (F80, F60, F46) |
СМ1, СМ2, С2, СТ1, СТ2, Т1 (K, L, N, O, P, R) |
6,7 | К (V) |
Вивчення властивостей шліфувальних кругів проводили з використанням лабораторного голлендра, конструкція якого дозволяла змінювати характеристики матеріалу шліфувальних кругів шляхом їх заміни, обробляти зразки зерна різної початкової маси Мпоч протягом різних періодів часу t, вимірювати потужність приводу, затрачену на лущення Nл, а також окремо отримувати продукти обробки для обчислення індексу лущення зерна k і подальшого вивчення їх якості.
В результаті пошукових досліджень було встановлено, що взаємодії робочої поверхні шліфувальних кругів зі зерном характерні кілька режимів і відповідних станів зернової маси. Межі існування спостережуваних режимів залежать від безлічі факторів, визначаючим з яких є маса початкового зразка зерна Мпоч, що обумовлює ступінь заповнення робочої зони пристрою. При низьких значеннях Мпоч, але достатніх для псевдозрідження зернової маси під дією обертового ротора, її стан характеризується як розрізнений рух окремих зерен. При цьому спостерігається низька інтенсивність лущення і нерівномірна обробка поверхні зерен, частина з яких набуває характерні пошкодження кінців або подрібнюється. Контакт зерен з робочою поверхнею шліфувальних кругів носить короткочасний характер. Очевидно, що при цьому радіально спрямовані складові сил взаємодії переважають над їх складовими, спрямованими по дотичній до робочої поверхні ротора. Потужність приводу Nл, що витрачається на реалізацію такого режиму, вкрай незначна і знаходиться у межах значень холостого ходу пристрою. Розглянутий режим не забезпечує ефективного лущення і не може бути рекомендований до практичного використання.
ідвищення Мпоч до деяких значень призводить до якісної зміни характеру взаємодій робочої поверхні шліфувальних кругів з зерном. Потік псевдозрідженної зернової маси ущільнюється, значення дотично спрямованих сил взаємодії збільшуються, зернівки «захоплюються» робочою поверхнею кругів, що обумовлює більш тривалий контакт фаз. Зазначений режим відрізняється різким підвищенням інтенсивності лущення, потужності приводу Nл, рівномірності обробки поверхні зерен, при цьому їх пошкодження знижуються до незначних значень. Зазначений режим обробки слід визнати ефективним.
Подальше підвищення значень Мпоч в діапазоні режиму ефективного лущення призводить до подальшого зростання інтенсивності лущення і потужності приводу Nл. При досягненні певних значень Мпоч зернова маса втрачає рухливість і псевдозріджений стан, продукуючи заклинювання ротора. Такий режим слід характеризувати як аварійний.
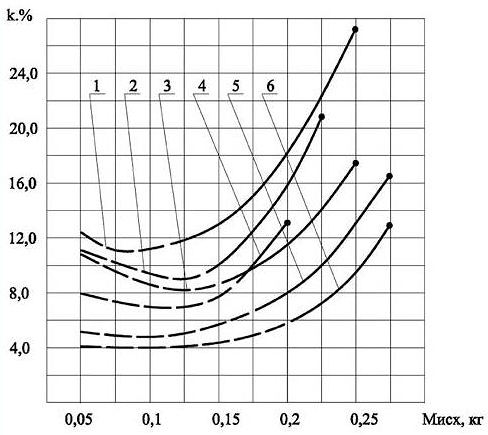
Мал.1. Графіки залежностей: k = f(Мисх) при t = 100 с.
1 - F46 14А СМ1, Vр = 17 м/с, W = 12,4 %;
2 - F46 14А СМ1, Vр = 17 м/с, W = 16,9 %;
3 - F60 25А СМ1, Vр = 17 м/с, W = 12,4 %;
4 - F60 25А СМ1, Vр = 17 м/с, W = 16,9 %;
5 - F46 14А СМ1, Vр = 11 м/с, W = 12,4 %;
6 - F60 14А СМ1, Vр = 11 м/с, W = 12,4 %;
На малюнку 1 представлені графіки залежностей k = f(Мпоч), визначені для кругів з різними характеристиками матеріалу при роботі у різних умовах. Ділянка кожній кривій, виконаний переривчастою лінією, характеризує не ефективний режим лущення, а ділянки, позначені суцільною лінією, відповідають ефективному режиму лущення. Кінцеві точки кривих, відповідають максимально можливим значенням Мпоч діапазону ефективного режиму лущення, за яким настає аварійне заклинювання ротора
Слід зазначити, що ступінь заповнення робочої зони, що моделюється у даному випадку зміною маси початкового зразка Мпоч, у лущильно-шліфувальних машинах безперервної дії може бути оперативно регульованим параметром, що забезпечується конструкцією машини. Тому в умовах виробництва встановлення ефективного режиму лущення, а також забезпечення його функціонування у будь-якій точці діапазону повинні бути оперативно розв'язуваним завданням.
Виходячи з можливих режимів взаємодії робочої поверхні шліфувальних кругів зі зерном, подальші дослідження виконували у режимі, визнаному ефективним.
В результаті досліджень встановлено, що у процесі експлуатації шліфувальних кругів змінюється характер їх робочих поверхонь, що пов'язано з наявністю або відсутністю ефекту самозаточування, схожого за своєю природою з самозаточуванням при шліфуванні металів. Наявність ефекту самозаточування і його інтенсивність залежать від характеристик матеріалу кругів і умов їх роботи, що визначають величину і характер силових взаємодій. Так, після редагування робоча поверхня шліфувальних кругів характеризується мікрошорсткістю, обумовленою розмірами шліфувальних зерен (зернистістю) і ступенем їх зближення, заданою номером структури. Однак в процесі самозаточування на робочих поверхнях кругів утворюються і розвиваються нерівності, що перевищують лінійні розміри шліфувальних зерен і величини відстаней, заданих структурою кругів. При лущенні зерна, робочі поверхні шліфувального круга зазнають багаторазові розрізнені впливи зернівок, що призводить до розхитування і відділення цілих агломератів шліфувальних зерен, з утворенням нової поверхні агломератами, прикріпленими до круга. Таким чином, характер взаємодії зерна з робочою поверхнею кругів визначається не окремими зернами, що утворюють рівну поверхню, як при шліфуванні металів, а їх агломератами, що створюють макрошорсткість. Зазначена властивість є основною особливістю самозаточування шліфувальних кругів і їх роботи при лущенні зерна.
При відсутності ефекту самозаточування шліфувальні зерна робочої поверхні втрачають здатність різати (затуплюються) без подальшого відділення від кругів. В умовах відсутності регенерації робочої поверхні круги втрачають працездатність з припиненням процесу лущення. З причини відсутності практичної цінності вивчення властивостей кругів і особливостей їх взаємодії з зерном поза умов самозаточування не доцільно.
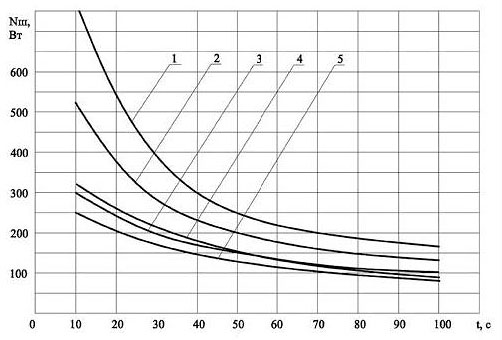
Наші спостереження показали, що при самозаточуванні протягом певного періоду (періоду підвищення працездатності) робочі поверхні знову правлених кругів поступово здобуваю макрошорсткість, яка досягає максимальних значень і визначається умовами роботи кругів. Зазначені зміни супроводжуються підвищенням інтенсивності лущення і потужності приводу Nл з досягненням максимальних значень та їх стабілізацією протягом наступного періоду роботи. На малюнку 2 представлені графіки залежностей k = f(t) і Nл = f(k), отримані при різному часі Т напрацювання кругів. Криві 1 і 2 відносяться до періоду підвищення працездатності кругів, а криві 3 і 4 відповідають періоду їх стабільної роботи у випробовуваних умовах. Період стабільної роботи кругів закінчується періодом зниження працездатності та повною її втратою в результаті зносу, що характеризується зміною початкового профілю їх робочих поверхонь і зменшенням діаметра до критичних значень.
-

а
-
б
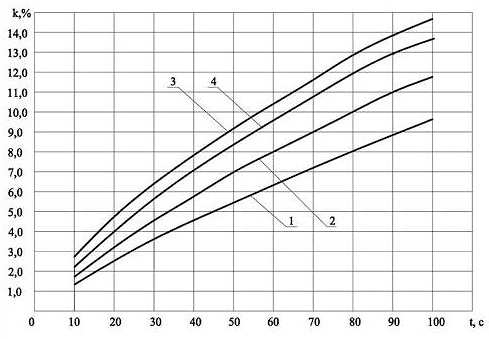
Мал.2. Графіки залежностей: а) k = f(t); б) Nш = f(t).
25А F60 СМ1; Мисх = 0,25кг; Vр = 11,0 м/с. 1 - Т1, 2 - Т2, 3 - Т3, 4 - Т4; Т1<T2<T3<T4.
а
б
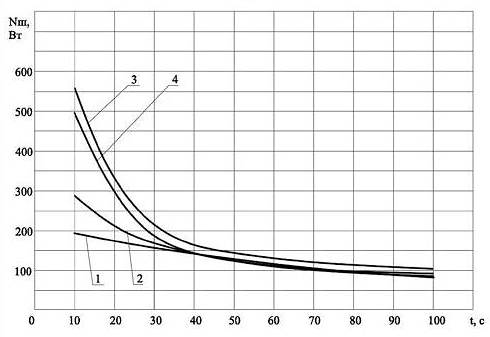
Мал.3. Графіки залежностей: а) k = f(t); б) Nш = f(k).
Мисх = 0,25кг; Vр = 11,0 м/с.
1 - 64С F46 СМ1; 2 - 64CF60 CM1; 3 - 64CF80 CM1;
4 - 14А F60 СМ1, 25А F60 СМ1; 5 - 64CF46 CТ1.
Встановлено, що тривалість визначених вище періодів, ресурс і кількісні показники роботи шліфувальних кругів залежать від інтенсивності процесу самозаточування. Зазначені властивості шліфувальних кругів визначаються їх твердістю і зернистістю, а також залежать від марки шліфувального зерна. На мал. 3 представлені графіки залежностей k = f(t), визначені для шліфувальних кругів різної зернистості, твердості й з різними марками шліфувального зерна у період стабільної роботи у тотожних умовах. Як видно з наведених графіків, колам меншою твердості і більшої зернистості з марками шліфувального зерна 54С і 64С відповідає більш висока інтенсивність лущення. Для зазначених кругів характерна більш розвинена макрошорсткість, придбана у процесі самозаточування, що пояснюється більш низькою міцністю закріплення у них шліфувальних зерен. Крім того, агломерати шліфувальних зерен таких кругів мають більш гострі кромки з огляду на менш тривалі періоди роботи. Шліфувальні зерна марок 54С і 64С твердіше зерен 14А і 25А і мають більш незграбні і гострі кромки, тому їх агломерати зберігають високу здатність різати протягом більш тривалого часу роботи.
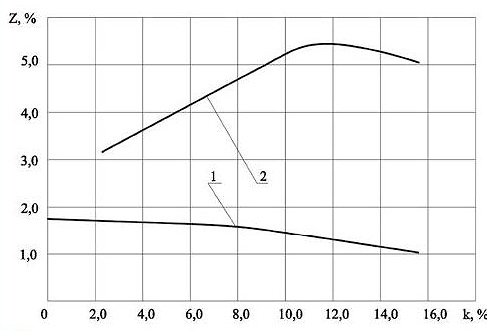
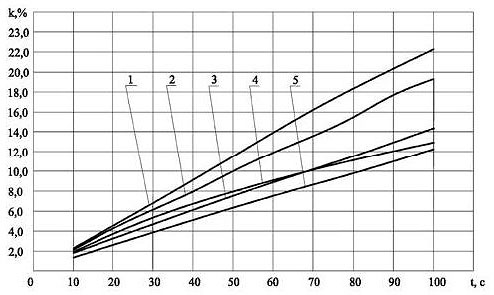
Мал.4. Графік залежностей: z = f(k).
14А F60 СМ1; Мисх = 0,25кг; Vр = 11,0 м/с.
1 - зерно; 2 - оболонки.
Вплив характеристик матеріалу шліфувальних кругів на якість обробки зерна вивчали шляхом визначення зольності продуктів лущення, а також збільшення кількості травмованих зерен. Результати досліджень дозволили зробити висновок, що при ефективному режимі лущення значущим чинником, що визначає зольність продуктів лущення, є тільки значення коефіцієнта лущення k (рис. 4). Зазначена закономірність пояснюється відсутністю жорсткого контакту робочої поверхні шліфувальних кругів зі зернівками, що знаходяться в псевдозрідженому стані у процесі обробки. Таким чином, вплив агломератів шліфувальних зерен, що відрізняються внаслідок самозаточування розміром і гостротою крайок, не призводить до надмірної глибині їх проникнення у поверхневі шари зернівок. Однак аналіз фракційного складу оболонкових частинок (табл. 2) вказує, що застосування шліфувальних кругів з більш високою інтенсивністю самозаточування, а значить з більш розвиненою макрошорсткістю робочої поверхні, забезпечує відділення оболонок більшими частинами. Приріст числа травмованих зерен у всьому діапазоні ефективного режиму лущення незначно і не перевищує 0,5%.
Таблиця 2. Фракційний склад оболонкових часток
| Матеріал круга | Прохід сита № 43, % k=3,2%; W=11,6%. |
Прохід сита № 43, % k=8,9%; W=11,6% |
Прохід сита № 43, % k=3,2%; W=16,4% |
Прохід сита № 43, % k=3,2%; W=16,4% |
| 25А F80 СМ1 | 57,8 | 73,6 | 42,8 | 59,4 |
| 25А F60 СМ1 | 54,4 | 71,3 | 37,3 | 52,1 |
| 25А F46 СМ1 | 51,1 | 68,7 | 34,2 | 46,8 |
Виконані дослідження дозволяють сформулювати ряд практичних висновків::
- Для забезпечення обробки зерна у діапазоні ефективного режиму лущення лущильно-шліфувальні машини з абразивним ротором слід оснащувати засобами оперативного регулювання ступеня заповнення робочої зони – живильним пристроєм для подачі початкового зерна до машини і синхронізованим з ним за продуктивністю пристроєм відводу обробленого зерна з машини.
- Підбирання характеристик матеріалу кругів, що забезпечують раціональну інтенсивність лущення і взаємопов'язаний ресурс експлуатації, необхідно здійснювати експериментальним шляхом для кожних конкретних умов роботи з урахуванням закономірностей, викладених вище.
- Забезпечення надійного ефекту самозаточування та скорочення періоду підвищення працездатності нових кругів можливо шляхом попереднього штучного створення макрошорсткості на їх робочих поверхнях у процесі правлення.
- Відсутність значущого для практики впливу характеристик матеріалу шліфувальних кругів на якість обробки зерна дає підставу стверджувати, що в умовах виробництва забезпечення раціональної інтенсивності лущення і ресурсу експлуатації шліфувальних кругів є достатньою умовою при виборі характеристик їх матеріалу.
Опубліковано за матеріалами
"Хранение и переработка зерна"
науково-практичний журнал
№11 (149) листопад 2011



