
Верещинський О.П. - доктор технічних наук, генеральний директор ТОВ «Олис», м. Одеса;
Шевченко А.В. - начальник відділу розробок і впроваджень ТОВ «Олис», м. Одеса
Як відомо, пшоно, що виробляється за традиційною технологією, є зерно проса, повністю звільнене від квіткових і частково від насіннєвих і плодових оболонок, алейронового шару і зародка. Квіткові оболонки проса жорсткі, більш ніж наполовину складаються з клітковини, тому підлягають повному видаленню. Зародок і алейроновий шар проса містять темний і нестійкий до зберігання жир, тому зазначені складові разом з насіннєвими і плодовими оболонками у своїй більшості видаляються шліфуванням. Шліфоване пшоно набуває яскравий колір і виїмку у місці, де розташовувався зародок. Базисними нормами виходу при переробці проса передбачено отримання 11,5% кормових продуктів, що представляють собою дрібку і борошенце, утворену частинками ядра внаслідок його лущення і шліфування. Проте, термін зберігання пшона – один з найнижчих серед хлібопродуктів і становить 6 місяців.
Разом з тим, плодові і насіннєві оболонки проса, що складають 3-5% від маси зерна, є джерелом цінних мікроелементів (фосфор, магній, цинк, мідь, йод та ін.). Зародок, що становить 4-6% від маси зерна, і алейроновий шар багаті вітамінами В1, В2, РР і фолієвою кислотою. Таким чином, зберігши зазначені анатомічні частини у складі крупи, представляється можливим не тільки істотно підвищити її вихід, але і отримати цінний нерафінований продукт для органічного харчування. При цьому повне звільнення ядра від квіткових оболонок з мінімальним пошкодженням поверхні і особливо зародка повинно забезпечити гідні споживчі властивості і товарний вид крупи, а також тривалі терміни її зберігання. Однак для досягнення зазначеної мети, тобто отримання пшона-дранця як кінцевого продукту переробки для харчових потреб, необхідно вирішити задачу повного видалення квіткових оболонок зерна проса без використання операції шліфування, причому процеси лущення повинні проводитися з мінімальним травмуванням ядра.
Нашими дослідженнями [2] встановлено, що щадні режими лущення проса ефективно реалізуються шляхом застосування валкових лущильників з робочою поверхнею валків, виконаної зі сучасних зносостійких полімерних матеріалів. Застосування двох систем лущення, реалізованих за допомогою валкових лущильників, забезпечує коефіцієнт лущення зерна близько 93% без його попереднього фракціонування. При цьому доцільне значення коефіцієнта лущення на першій системі складає близько 70%. З огляду на незначне збільшення лущених зерен застосування наступних систем лущення визнано недоцільним. Надалі повне видалення квіткових оболонок забезпечується операцією шліфування, що виконується у лущильно-шліфувальних машинах з абразивним ротором. Рішення поставленого у даній роботі завдання зажадало розробки методу, що дозволяє повністю звільнити усі зерна проса від квіткових оболонок без використання операцій шліфування. Унаслідок пошукових досліджень було встановлено, що поділ лущених і не лущених зерен з високою чіткістю може бути виконано на сортувальних системах. Обов'язковою умовою для забезпечення такого поділу є калібрування зерна проса на 4-5 фракцій з подальшим лущенням і сортуванням кожної фракції. При просіюванні використовуються сита з круглими отворами, причому сортувальні сита для кожної з фракцій встановлюються на один номер менше, ніж калібрувальні сита, сходом з якого отримана дана фракція.
У табл. 1 наведені результати калібрування двох різних зразків проса 1 класу, ІІІ типу – зразок 1 і ІІ типу – зразок 2. З наведених даних видно, що різні партії проса вимагають індивідуального підбору сит для виконання цієї операції. Однак в обох зразках прохід сита Ø2,1 представлений квітковими оболонками, дрібними обрушеними зернами, гостряком і т.п., який при подальшій переробці повинен бути спрямований у відходи.
Таблиця 1. Результати калібрування зерна проса
| Зразок 1 Вихід фракції, % |
Зразок 2 Вихід фракції, % |
|
| Схід Ø2,5 | 12,5 | 1,6 |
| Схід Ø2,4 | 43,1 | 6,5 |
| Схід Ø2,3 | 24,4 | 40,5 |
| Схід Ø2,2 | 11,5 | 24,1 |
| Схід Ø2,1 | 7,3 | 25,9 |
| Прохід Ø2,1 | 1,2 | 1,4 |
| Усього | 100 | 100 |
Результати лущення найбільш представницьких фракцій зразків проса 1 і 2, що виконується послідовно на трьох системах, представлені у табл. 2. Як видно, лущення каліброваного зерна проса відрізняється високою ефективністю. При цьому вихід пшона-дранця після третьої системи лущення склав відповідно 78,9% і 81,1%. Причому в пшоні, отриманому зі зразка 1, битих ядер - до 1%. У пшоні, отриманому зі зразка №2, битих ядер не виявлено.
Таблиця 2. езультати лущення зерна проса
| Система лущення | Зразок 1 Пр. Ø2,5, сх. Ø2,4 Коефіцієнт лущення, % |
Зразок 2 Пр. Ø2,4, сх. Ø2,3 Коефіцієнт лущення,% |
| № 1 | 95,6 | 96,3 |
| № 2 | 98,4 | 98,7 |
| № 3 | 99,4 | 99,7 |
З урахуванням проведених пошуків розроблена технологічна схема шеретувального процесу вироблення пшона-дранця (мал. 1). Результати стендових випробувань підтвердили доцільність другої шеретувальної системи, незважаючи на її низьке завантаження. Забезпечення відсутності у крупі не лущених зерен вимагає більш «жорсткого» режиму обробки сходової фракції сортувальної системи.
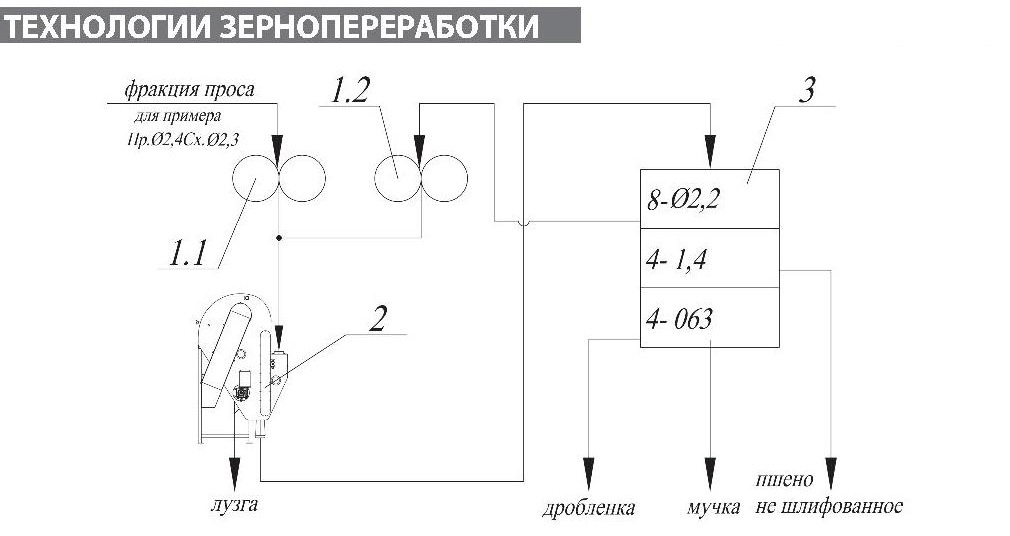
Мал.1. Принципова технологічна схема шеретувального процесу вироблення пшона нешліфованого
1 - валковий лущильник; 2 - аспіратор; 3 - секція розсіву
Переробка очищеного зерна проса за новою технологією забезпечує вихід пшона-дранця до 80%. Нарівні з максимальним використанням потенціалу зерна на харчові цілі така технологія дозволяє виробляти крупу з повною відсутністю зерен, що містять квіткову оболонку (мал. 2), не вдаючись до використання оптичних сортувальників. Наведені результати дозволяють рекомендувати розроблену технологію для вироблення нового органічного виду крупи – пшоно нешліфоване, або пшоно-дранець.

Мал.2. Продукти переробки проса: пшоно нешліфоване і лушпиння
ЛІТЕРАТУРА
- Крошко Г.Д. Правила організації і ведення технологічного процесу на круп’яних заводах. [Текст]/Г.Д. Крошко [та ін]. – К.: «Віпол», 1998.– 145 с.
- Гринберг Е.Н. Производство крупы [Текст]/Е. Н. Гринберг. – М.: «Агропромиздат», 1986. – С.89-92.
Опубліковано за матеріалами
"Зберігання і переробка зерна"
науково-практичний журнал
№1 (198) січень 2016



